
Problem:
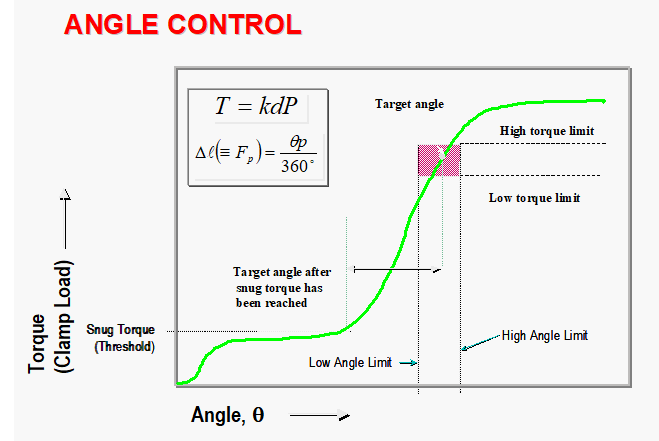
Sometimes a customer will require an assembly system to tighten a fastener using a torque and angle tightening strategy. Generally, they can tell you what the torque and angle spec is, but they don't know what the expected final torque will be at the end of the tightening cycle. This can make the selection of a suitable tightening tool difficult. We can use the expected yield torque obtainable from the IR Engineer’s Guide Slide Rule, but this may over-size the tool. An alternative is to calculate it from the given torque and angle parameters.
Solution:
Calculation of the preload and final torque values obtained by angle controlled tightening.
Example: Assume bolt is ½-30 UNC, joint grip length, L, is 4 inches, tensile stress area of bolt, A, is 0.1436 in². Tightening specification is 30 lbft. plus 60º.
There are four steps in the calculation process, as follows:
Step 1:
Calculate preload from the snug torque, use a value for K, the friction factor, = 0.2 :

Step 2:
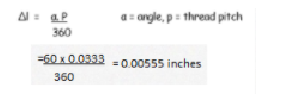
Calculate bolt elongation, Δl, from the angle turned past the snug torque:
If the joint was infinitely stiff, then the bolt would stretch this full amount.
However, all joints compress to some degree, This varies from joint to joint, so we will assume an average case.
Assume 65% of this force generated stretches the bolt and 35% compresses the joint. Therefore, the bolt elongation would be 0.00555 x 65% = 0.00361 inches.
Step 3:
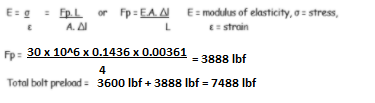
Calculate the bolt preload from the elongation:
Step 4:
Calculate the expected final torque from the preload :
T = Fp x 0.2 x nom bolt dia. = 7488 x 0.2 x 0.5 = 749 inlb. = 62.4 lbft.
Result :
The calculation method produces a torque value to be expected at the end of the torque-angle tightening strategy and allows for correct tool selection.
Comments
0 comments
Please sign in to leave a comment.