
First of all...What is a torque control with angle monitoring tightening strategy?
- Torque control with angle monitoring:
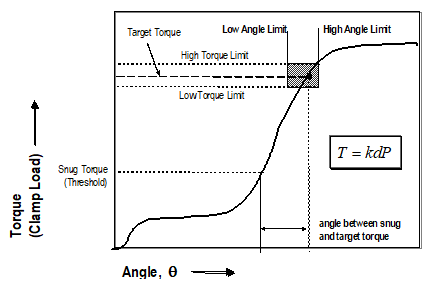
An improvement over standard torque controlled tightening is torque control with angle monitoring.
This tightening strategy has no effect on the level or scatter in fastener clamp load that is achieved compared to standard torque controlled tightening, but provides a check that the tightening process was completed as expected.
By monitoring the angle turned from a pre-set snug or threshold torque, usually about 30-50% of the final target torque, many defects like crossed threads, bottomed-out bolts, or distorted joint components can be detected.
Problem:
Although many users of DC Electric transducerized tools have the ability to measure angle, they don’t use this facility because they don’t know how to set the angle limits to appropriate values for their application.
Solution:
Take a quantity of the threaded fasteners, 30 would be a good statistical sample, check them to ensure that they are representative of the lot of fasteners. For example, check that they have no burrs or damaged threads, have typical lubrication etc.
Set the controller to the target torque with a threshold 30-50% of the target torque. The actual level depends on the joint, for example, if there is a gasket, the threshold should be above the torque to compress the gasket adequately. If in doubt, use 50%. Run the fasteners with the angle limits set wide open. From the angle values recorded, calculate the mean angle value and the standard deviation.
Set the angle values as follows:
- High Limit is the mean value plus three times the standard deviation.
- Low limit is the mean value minus three times the standard deviation.
Result:
Monitoring the angle between these limits will error-proof the assembly process by capturing any fasteners that fall outside these angle limits due to abnormal fastener or joint conditions.
The same method can be used to calculate torque and angle values for yield controlled tightening.
Comments
0 comments
Please sign in to leave a comment.