
What is prevailing torque in fastening?
Prevailing torque is defined as the driving torque required to overcome friction in a threaded fastening application, which produces no clamp load, or bolt stretch. This prevailing torque may be required to overcome intentional interference designed into the bolted joint (Nylok patches, squeeze nuts, Tri-Lobe fasteners, etc.) or unintentional interference that is a by-product of component part variation and quality (weld spatter, cross-threading, misaligned holes, contamination).
What challenges does prevailing torque present?
In some applications, the prevailing torque may actually be greater than the joint’s seating torque, or even the desired target torque of the fastening process when the fastener is fully seated and not stripped.
- Note: Seating torque is the torque at which the head of the bolt is “seated” against the work piece after rundown of the fastener or at which consolidation of joint components is achieved.
Without a solution to accommodate and account for this prevailing torque, the fastening tool would almost always stop the tightening or move on to a subsequent tightening step prematurely due to the tool's measurement of the programmed torque that is caused by this prevailing torque. A tool is needed that can overcome and/or account for this prevailing torque and still deliver a fully seated fastener with the appropriate torque and clampload applied.
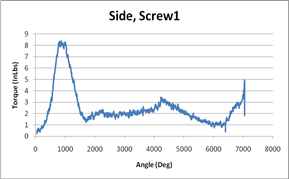
- Normal tightening curve with low prevailing torque
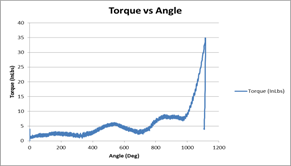
- Tightening curve with Cut-In torque that is higher than final target torque
What is the solution?
Using the Prevailing Torque Strategy from Ingersoll Rand allows the user of a corded or cordless assembly tool to exercise an appropriate level of control and tightening function where the applied torque is not providing clamp load prior to or in lieu of a final fastening strategy.
How it works:
- The first segment of the prevailing torque strategy is called the Cut-In Zone. This zone monitors the initial peak prevailing or diving torque to ensure that it falls between expected limits.
- It is used to identify poor quality conditions of a bolted joint (e.g. undersized hole, tightening obstruction).
- A failure (High torque) in the Cut In zone stops the tightening step with a fault.
- The second segment of the prevailing torque strategy is called the Prevailing Zone and it is entered only following successful completion of the Cut In Zone. This zone checks the subsequent mean and peak prevailing torque as the thread is formed or the locking feature is engaged to ensure the fastening continues to fall between expected limits.
- This zone also determines the seating point of the tightening at which the prevailing torque strategy is complete and the final tightening strategy is invoked.
- The seating point is determined by the system using one of two methods at the termination of the the prevailing torque zone
- 1) Fixed Target Angle Method
- The tool will exit the prevailing zone after a fixed number of degrees of rotation is achieved
- This method can be challenging if the rundown angle or prevailing torque is very inconsistent
- 2) Slope Method
- The tool will exit the prevailing zone when the dynamic slope monitoring of the system indicates that the slope (torque rise / angle run) is increasing successively - indicating seating point has been achieved.
- This method works well to ensure seating point is consistently detected even with varying amounts of rundown angle and/or prevailing torque
- 1) Fixed Target Angle Method
- The seating point is determined by the system using one of two methods at the termination of the the prevailing torque zone
- This zone also determines the seating point of the tightening at which the prevailing torque strategy is complete and the final tightening strategy is invoked.
- Finally - as the fastener seats - the final tightening strategy is then invoked which may be a torque controlled, angle controlled, or yield controlled tightening step.
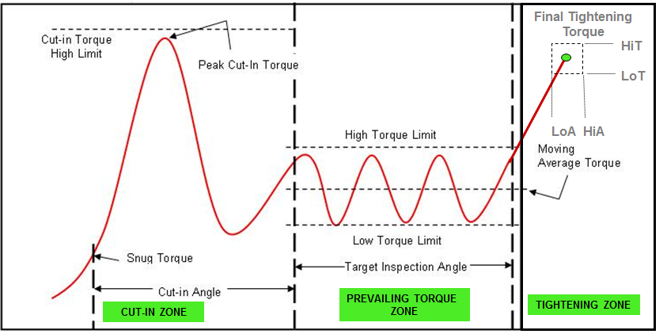
Prevailing Torque specific parameters associated with the Cut-in Zone:
| Snug Torque | Identifies the measured Torque where the Prevailing Torque step begins. |
| Cut in Torque High Limit | Identifies the maximum torque that is allowed during the Cut-In zone. If measured torque is equal to or exceeds this value the step is halted and a fault declared. |
| Cut in Angle | Identifies the amount of socket rotation to complete the Cut-In zone. Measurement starts once Snug torque is identified. |
Prevailing Torque specific parameters associated with the Prevailing Torque Zone:
| Target Prevailing Torque | Identifies the programmed amount of tool socket angle rotation during the Prevailing Torque zone. It is one of the two options for exiting the Prevailing Torque zone and entering the Final Tightening step. Measurement starts once the Cut- In zone has been exited. |
| Prevailing Angle High Limit | Identifies the maximum amount of tool socket angle rotation allowed during the Prevailing Torque zone. If socket rotation equals or exceeds this limit the step is halted and a fault declared. This limit is used when the “Slope Detection” method of Prevailing Torque zone exiting is selected. Measurement starts once the Cut-In zone has been exited. |
| Prevailing Angle Low Limit | Identifies the minimum amount of tool socket angle rotation that must be turned during the Prevailing Torque zone. When the Prevailing Torque zone is exited the measured Prevailing Angle is checked to make sure it is greater than this limit. If it is not then the step sequence is halted and a fault declared. Measurement starts once the Cut-In zone has been exited. |
| Prevailing Torque High Limit | Identifies the maximum amount of torque allowed during the Prevailing Torque zone. If measured torque equals or exceeds this limit the step is halted and a fault declared.Measurement starts once the Cut-In zone has been exited. |
| Prevailing Torque Low Limit | Identifies the minimum amount of torque that must be encountered during the Prevailing Torque zone. The minimum torque encountered during the Prevailing torque zone is stored while in the zone. When the Prevailing Torque zone is exited the stored minimum is checked to make sure it is greater than this limit. If it is not then a fault is declared. Measurement starts once the Cut-In zone has been exited. |
| Slope Enable | When this checkbox is checked, the Prevailing Torque Zone will be exited using the Final Tightening Slope detection method. |
| Slope Chord Length | The number of tool socket degrees of rotation over which the Torque/Angle gradient is calculated in the Slope method of Seating Point detection. A larger number results in more Torque noise filtering but a delay in Seating Point recognition. |
| Slope Deviation | The Slope value threshold that identifies the beginning of Seating Point Detection. |
| Slope Deviation Persistance | Defines the number of consecutive degrees over which the Torque/Angle gradient must be greater than the Slope Deviation in order to identify the Seating Point and exit the Prevailing Torque zone. |
| Tare Compensation |
If enabled, the Torque Control’s Target torque is added to the Average Prevailing torque to create a new modified Target torque (to compensate for the Prevailing torque). The modified Target is checked against the Torque Control’s High Torque Limit for violation. If the limit is exceeded, the step declares an error. Note: Tare Compensation is only available if the Final tightening step is Torque Control. |
Comments
0 comments
Please sign in to leave a comment.